The Part Behind the Block
A hydraulic or pneumatic valve body routes fluid between ports through internal passages, with spool bores, sealing lands and O-ring grooves controlling where it goes. From the outside it's a tidy machined block; on the inside it's a maze of intersecting drilled passages that have to meet exactly, stay clean, and hold pressure without weeping. That internal accuracy — not the outside shape — is what makes a valve body hard.
The two make-or-break details: the spool/seal bores have to be the right diameter and finish so the seals work, and every passage intersection has to be cross-deburred — a single burr left where two drillings meet can break loose and jam a valve downstream.
How It Was Made
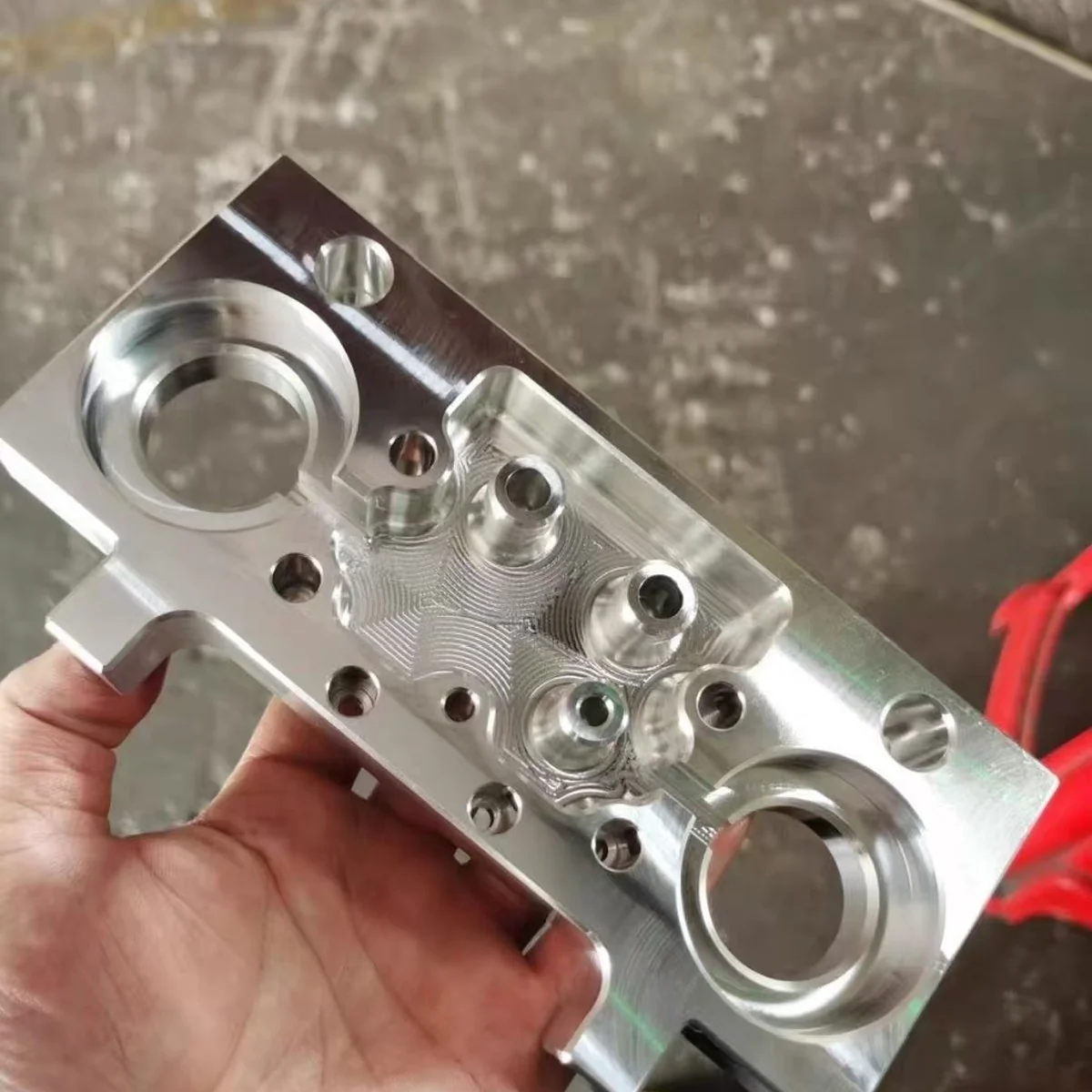
1 — Machine the external form and faces
The body was milled to its outer form with flat, sealed mounting faces. Flatness matters here too: a valve body bolts to a manifold or pump face and must seal across it. Tight tolerance and flatness control underpins the whole part.
2 — Drill and bore the internal network
The passages were cross-drilled to intersect precisely, and the spool/seal bores bored and finished to the diameter and surface the seals need. Port threads were cut to the customer's standard — BSP, NPT or metric — so fittings seal first time. See our note on getting hydraulic parts right.
3 — Deburr internally, then pressure-test
Every passage intersection was deburred so nothing breaks loose in service, the body was thoroughly cleaned, and the assembly pressure-tested before it shipped. On a fluid-power part, clean and leak-free is not optional.
Why Aluminium
Aluminium keeps the body light and machines cleanly for the fine internal finishes seals need, which is why it's common for manifolds and low-to-medium-pressure bodies. For higher pressures or specific fluids we move to steel or stainless — chosen with the customer based on working pressure and the medium. See aluminium machining for the alloy range.
The Workflow
Mill the body & faces
Outer form and flat sealing faces machined from solid.
Cross-drill & bore
Internal passages intersected precisely; spool/seal bores finished to size.
Thread the ports
Ports cut to BSP/NPT/metric to seal with the customer's fittings.
Deburr, clean & pressure-test
Intersections deburred, body cleaned and pressure-tested before shipping.
Outcome
A valve body that seals where it should, routes flow correctly, and carries no loose debris inside — the unseen quality that decides whether a hydraulic circuit works. Manifolds and valve bodies are a regular part of our industrial equipment machining, in one-off or batch quantities.
Need a valve body or manifold? Send a drawing, a sample to copy, or your port and passage layout with the working pressure. We machine, deburr internally and pressure-test. Email [email protected] or message us on WhatsApp.