Vakuumguss — auch Silikonform-Verfahren oder Polyurethanguss genannt — erstellt eine flexible RTV-Silikonform um ein Musterteil und gießt dann Polyurethanharz unter Vakuum hinein, sodass jede Luftblase entweicht. Das Ergebnis ist ein sauberes, maßgenaues Kunststoffteil mit Festigkeit und Finish nahe am Spritzguss — ohne die Kosten und Wartezeit eines Stahlwerkzeugs.
Ein Spritzguss-Stahlwerkzeug für ein Kunststoffgehäuse kann Zehntausende Euro kosten und Wochen dauern — es lohnt sich erst bei Tausenden Teilen. Wenn Sie Dutzende Teile brauchen — eine Kleinserie von Umbau-Zierteilen, ein abgekündigtes Gehäuse, einen Robotik-Prototyp vor dem Design-Freeze — geht diese Rechnung nicht auf. Genau diese Lücke füllt der Vakuumguss: günstiges Werkzeug, schnelle Lieferung, Kleinserien.

Wann Vakuumguss die richtige Wahl ist
- Abgekündigte Automobil- & Umbauteile — Zierteile, Abdeckungen, Halterungen, Knöpfe und Gehäuse, deren Originalwerkzeug weg ist. Restauratoren und Tuner brauchen 1:1-Kopien in Mengen von einigen Dutzend.
- Geräte- & Elektronikgehäuse — Gehäuse, Blenden und Abdeckungen für ältere oder Kleinserien-Maschinen, bei denen ein Stahlwerkzeug unwirtschaftlich ist.
- Robotik- & Produkt-Prototypen — schnell funktionsfähige, seriennahe Kunststoffteile, solange das Design noch in Bewegung ist, vor dem Hartwerkzeug.
- Brücken- / Vorserien — frühe Nachfrage oder Feldtests mit echten Kunststoffteilen abdecken, während das Spritzgusswerkzeug noch gebaut wird.
So funktioniert Vakuumguss — 6 Schritte
Master in die Box
Ihr Musterteil — oder ein 3D-gedruckter Master aus Ihrer Datei — wird in einer Gussbox aufgehängt und eingeschlossen.
Silikon gießen
Flüssiges RTV-Silikon wird um den Master gegossen und erfasst jedes Detail und jede Oberflächentextur.
Vakuum & Aushärten
Die Form wird unter Vakuum entgast, damit keine Luft eingeschlossen wird, dann zu einem festen, flexiblen Block ausgehärtet.
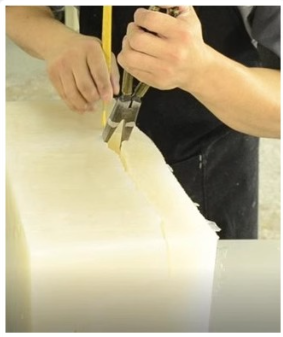
Form schneiden
Das ausgehärtete Silikon wird entlang einer Trennlinie aufgeschnitten und der Master entnommen — es bleibt eine präzise Kavität.
PU vakuumgießen
Polyurethanharz (ABS-/PC-/Nylon-/PP-ähnlich) wird unter Vakuum in die Kavität gegossen und ausgehärtet.
Entformen & Finish
Teile werden entformt, beschnitten und veredelt — farblich angepasst, strukturiert oder lackiert wie das Original.


Werkstoffe, die wir gießen
Polyurethan-Gießharze sind so formuliert, dass sie gängige Spritzguss-Kunststoffe nachbilden:
| Simuliert | Typische Anwendung | Eigenschaft |
|---|---|---|
| ABS-ähnlich | Gehäuse, Abdeckungen, Zierteile, Halterungen | Starr, zäh, lackierbar |
| PC-ähnlich / klar | Linsen, Lichtleiter, transparente Abdeckungen | Starr, optisch klare Typen verfügbar |
| Nylon- / PP-ähnlich | Clips, Filmscharniere, Funktionsteile | Zäher, leicht flexibel |
| Gummiartig (Shore A20–A90) | Dichtungen, Griffe, Soft-Touch | Flexibel, elastomer |
| Glasfaserverstärkt / wärmebeständig | Motorraum, höher belastete Teile | Steifer, höhere Wärmebeständigkeit |
Teile können im Harz eingefärbt, lackiert oder oberflächenstrukturiert werden, um das Original zu treffen.
Vakuumguss auf einen Blick
| Master nötig | Ihr physisches Muster oder ein 3D-gedruckter Master aus Ihrer Datei |
| Formtyp | RTV-Silikon (kein Stahlwerkzeug) |
| Gusswerkstoffe | PU-Harze, die ABS, PC, Nylon, PP simulieren; gummiartig Shore A20–A90 |
| Typische Toleranz | ≈ ±0,1–0,3 mm (geometrieabhängig); exzellentes Finish |
| Kopien pro Form | ≈ 15–25 Teile, bevor die Silikonform ersetzt wird |
| Formvorlauf | ≈ 3 Tage |
| Erste Teile | ≈ 5–7 Tage |
| Ideale Menge | Dutzende Teile (MOQ ab 1; mehrere Formen parallel für größere Serien) |
Vakuumguss vs. CNC vs. Spritzguss
| Vakuumguss | CNC (Kunststoff) | Spritzguss | |
|---|---|---|---|
| Werkzeugkosten | Gering | Keine | Hoch (Stahlform) |
| Ideale Menge | ~10–50+ | 1–10 | 1.000+ |
| Lieferzeit | ~1 Woche | Tage | Wochen (Werkzeug) |
| Komplexe Gehäuse | Exzellent | Begrenzt | Exzellent |
| Kosten pro Teil | Mittel | Hoch | Niedrig (in Serie) |
Kurz gesagt: Die Form ist günstig, die Stückkosten sind höher — Vakuumguss ist für Kleinserien gemacht. Ein bis zwei Teile? CNC ist evtl. besser. Tausende? Spritzguss gewinnt. Dazwischen ist Vakuumguss meist der schnellste, günstigste Weg zu echten Kunststoffteilen.
Keine Zeichnung? Beginnen Sie beim Teil
Sie brauchen keine CAD-Datei. Mit dem physischen Teil wird dieses direkt zum Master. Mit nur einer 3D-Datei drucken wir einen Master und gießen davon. Und mit keinem von beidem — nur einem alten, defekten Teil — machen wir zuerst Reverse Engineering und gießen dann.
FAQ — Vakuumguss
Vakuumguss erstellt eine flexible RTV-Silikonform um einen Master und gießt dann Polyurethanharz unter Vakuum hinein, um Luft zu entfernen. Kein Stahlwerkzeug, daher kostet die Form einen Bruchteil und ist in Tagen fertig. Für Dutzende Teile — bei hohen Mengen wird Spritzguss pro Stück günstiger.
Ja. Schicken Sie uns das physische Muster — auch gebraucht — und wir nutzen es direkt als Master für die Silikonform. So reproduzieren wir abgekündigte Zierteile, Knöpfe, Gehäuse und Halterungen 1:1. Mit nur einer Zeichnung drucken wir zuerst einen Master in 3D.
PU-Harze, die ABS, PC, Nylon und PP für starre Teile nachbilden, plus gummiartige Typen von etwa Shore A20 bis A90. Festigkeit und Finish nahe am Spritzguss; Teile können eingefärbt, strukturiert und lackiert werden.
Eine Silikonform ist meist in etwa 3 Tagen fertig, erste Gussteile in rund 5–7 Tagen. Jede Form hält ca. 15–25 Kopien — für größere Serien laufen mehrere Formen parallel.
Beides geht. Ein physisches Muster dient direkt als Master. Mit nur einer 3D-Datei drucken wir einen hochauflösenden Master. Haben Sie keines von beidem, rekonstruieren wir das Teil zuerst per Reverse Engineering.
// Verwandt
Kein Muster, nur ein altes defektes Teil? Reverse Engineering zuerst.
Wir messen und rekonstruieren das Teil, dann gießen wir die Kleinserie. Mehr erfahren →
// Verwandt