Vacuum casting — also called silicone molding or urethane casting — builds a flexible RTV silicone mold around a master part, then casts polyurethane resin into that mold under vacuum to draw out every air bubble. The result is a clean, accurate plastic part with strength and finish close to injection molding — without the cost or wait of cutting a steel mold.
A production steel mold for a plastic housing can run from tens of thousands of dollars and weeks of lead time — it only pays off at thousands of parts. When you need tens of parts — a small run of modified-car trim, a discontinued housing, a robotics prototype before the design is frozen — that math doesn't work. Vacuum casting fills exactly that gap: cheap tooling, fast turnaround, small batches.

When Vacuum Casting Is the Right Call
- Discontinued automotive & modified-car parts — trim, covers, brackets, knobs and housings where the original tooling is gone. Restorers and tuners need 1:1 copies in batches of a few dozen, not thousands.
- Equipment & electronics housings — enclosures, panels and covers for legacy or low-volume machines where opening a steel mold is uneconomical.
- Robotics & new-product prototypes — get functional, near-production plastic parts to market fast while the design is still moving, before committing to hard tooling.
- Bridge / pre-production runs — cover early demand or field trials with real plastic parts while injection tooling is still being cut.
How Vacuum Casting Works — 6 Steps
Master in the box
Your sample part — or a 3D-printed master from your file — is suspended and sealed inside a casting box.
Pour silicone
Liquid RTV silicone is poured around the master to capture every detail and surface texture.
Vacuum & cure
The mold is degassed under vacuum so no air is trapped, then cured to a solid, flexible block.
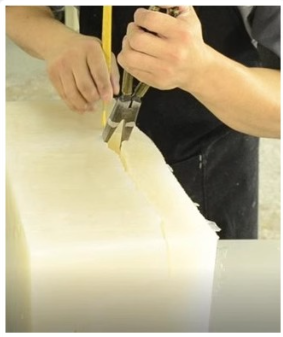
Cut the mold
The cured silicone is cut open along a parting line and the master removed, leaving a precise cavity.
Vacuum cast PU
Polyurethane resin (ABS/PC/Nylon/PP-like) is cast into the cavity under vacuum and cured.
Demold & finish
Parts are demolded, trimmed, and finished — color-matched, textured or painted to match the original.


Materials We Cast
Polyurethane casting resins are formulated to mimic common injection-molding plastics, so cast parts behave much like the real thing:
| Simulates | Typical use | Character |
|---|---|---|
| ABS-like | Housings, covers, trim, brackets | Rigid, tough, paintable |
| PC-like / clear | Lenses, light guides, transparent covers | Rigid, optically clear grades available |
| Nylon / PP-like | Clips, living hinges, functional parts | Tougher, slightly flexible |
| Rubber-like (Shore A20–A90) | Seals, grips, gaskets, soft-touch | Flexible, elastomeric |
| Glass-filled / heat-resistant | Under-hood, higher-load parts | Stiffer, raised heat tolerance |
Parts can be color-matched in the resin, painted, or surface-textured to match the original. Tell us what the part has to do and we'll recommend the closest resin.
Vacuum Casting at a Glance
| Master required | Your physical sample, or a 3D-printed master from your file |
| Mold type | RTV silicone (no steel tooling) |
| Cast materials | PU resins simulating ABS, PC, Nylon, PP; rubber-like Shore A20–A90 |
| Typical tolerance | ≈ ±0.1–0.3mm (geometry dependent); excellent cosmetic finish |
| Copies per mold | ≈ 15–25 parts before the silicone mold is replaced |
| Mold lead time | ≈ 3 days |
| First parts | ≈ 5–7 days |
| Ideal quantity | Tens of parts (MOQ from 1; multiple molds run in parallel for larger batches) |
| Best for | Discontinued / modified-car parts, housings, robotics & product prototypes, bridge runs |
Vacuum Casting vs. CNC vs. Injection Molding
| Vacuum Casting | CNC (plastic) | Injection Molding | |
|---|---|---|---|
| Tooling cost | Low | None | High (steel mold) |
| Sweet-spot qty | ~10–50+ | 1–10 | 1,000s+ |
| Lead time | ~1 week | Days | Weeks (tooling) |
| Complex shapes / housings | Excellent | Limited | Excellent |
| Cost per part | Medium | High | Low (at volume) |
Simply put: the mold is cheap and the per-part cost is higher, so vacuum casting is built for small batches. Need one or two parts? CNC may be better. Need thousands? Injection molding wins. In between — vacuum casting is usually the fastest, cheapest way to real plastic parts.
No Drawing? Start from the Part
You don't need a CAD file to begin. If you have the physical part, it becomes the master directly. If you only have a 3D file, we 3D print a master and cast from it. And if you have neither — just an old, broken or worn part — we reverse engineer it first, then cast. This is how we reproduce parts that haven't been made in years.
Vacuum Casting FAQ
Vacuum casting makes a flexible RTV silicone mold around a master, then casts polyurethane resin into it under vacuum to remove air. There's no steel tooling, so the mold costs a fraction of an injection mold and is ready in days. It's built for tens of parts — for high volumes, injection molding becomes cheaper per piece.
Yes. Send us the physical sample — even a used part — and we use it directly as the master for the silicone mold. This is how we reproduce discontinued automotive trim, knobs, housings and brackets 1:1 when the original tooling is gone. If you only have a drawing, we 3D print a master first.
We use PU resins that simulate ABS, PC, nylon and PP for rigid parts, plus rubber-like grades from about Shore A20 to A90 for flexible parts. Strength and finish are close to injection-molded plastic, and parts can be color-matched, textured and painted.
A silicone mold is usually ready in about 3 days, with first cast parts in roughly 5–7 days. Each mold lasts for about 15–25 copies, which is why vacuum casting suits small batches of tens of parts. For larger batches we run multiple molds in parallel.
Either works. A physical sample is used as the master directly. If you only have a 3D file, we 3D print a high-resolution master and cast from that. If you have neither, we can reverse engineer the part from photos and measurements first.
Email a photo of your part (or your 3D file) to [email protected] with quantity and material notes, and we'll reply within 24 hours. You can also reach us on WhatsApp: +86 136 8649 9755.
// Real Case Study
A modified-car trim run — dozens of identical plastic parts, vacuum cast in a week
Too few for a steel mold, too many for one-off CNC. See how a full batch was cast from a single master. Read the case →