Ein Teil mit mehr als einer Gewindenorm — Zoll und metrisch, auf demselben Rohling? Für uns Alltag, für einen Katalogshop eher nicht. Hier ist ein echter Auftrag: ein gerändelter Bolzen und eine passende Kupplung mit 9/16-18 UNF, 13/16-28 UN und M10×1 auf zwei Teilen, gefertigt nach zwei Handskizzen und als fertige Serie geliefert. Skizze oder Gewindebezeichnungen für ein Angebot senden →
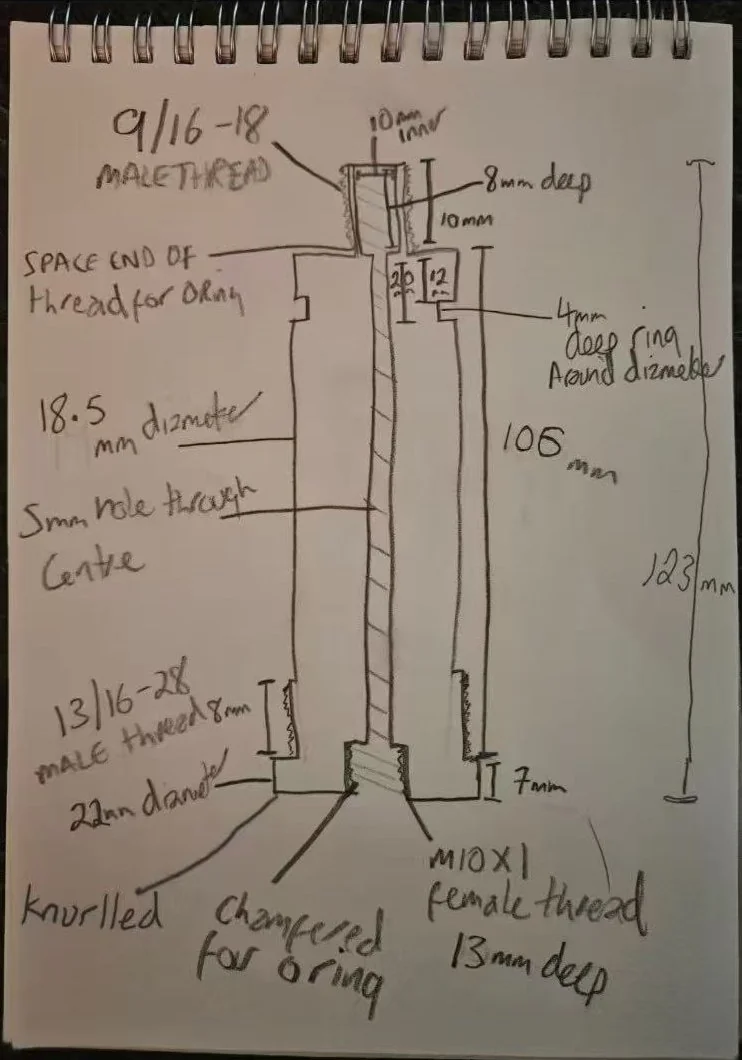
HANDSKIZZE · 9/16-18 AUSSENGEWINDE · 13/16-28 AUSSENGEWINDE, 22 MM · GERÄNDELT · M10×1 INNENGEWINDE, 13 MM · FREISTICHE FÜR O-RINGE
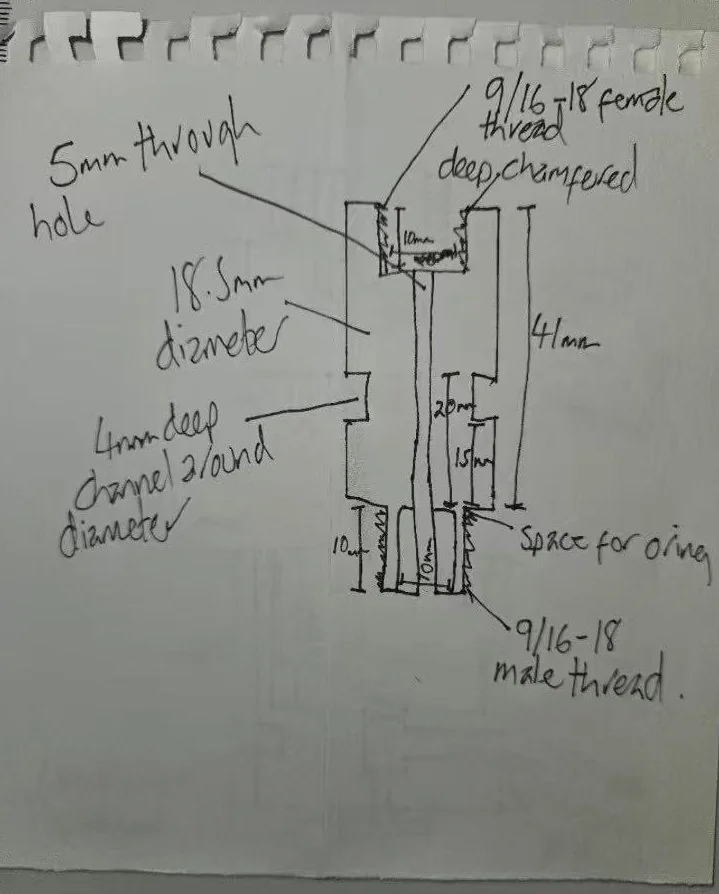
HANDSKIZZE · 9/16-18 INNENGEWINDE, TIEF, ANGEFAST · DURCHGANGSBOHRUNG · FREISTICH FÜR O-RING · 9/16-18 AUSSENGEWINDE AM ANDEREN ENDE
Die Aufgabe: zwei kleine Teile, keine Katalogware
Ein Kunde aus Großbritannien schickte zwei Handskizzen — keine CAD-Datei, keine formale Zeichnung — für eine kleine Baugruppe aus nichtrostendem Stahl: einen längeren gerändelten Bolzen und eine kürzere Kupplung, die zusammengeschraubt und anschließend in die Anlage des Kunden eingedreht werden. Jede Skizze war mit Gewindebezeichnungen, Absatzlängen und Durchmessern beschriftet — genau wie die meisten ersten Anfragen bei uns eingehen.
Ungewöhnlich war nicht die Größe — beide Teile passen in eine Hand — sondern dass drei verschiedene Gewindenormen über die zwei Teile verteilt zueinander und zur Kundenanlage passen mussten:
9/16-18 UNF
Zoll-Feingewinde, außen am oberen Ende des Bolzens und an beiden Enden der Kupplung — das Gewinde, das beide Teile verbindet.
13/16-28 UN
Ein zweites Außengewinde weiter unten am Bolzen, mit eigenem Lehrring geprüft — eine andere Norm, auf demselben Stück Rundmaterial.
M10×1
Ein metrisches Feingewinde nach DIN 13, ins gegenüberliegende Ende des Bolzens geschnitten, 13 mm tief — Zoll und metrisch auf einem Teil.
Warum das eine Fertigungsaufgabe ist, keine Lagerware: kein Katalogbolzen kommt mit UNF-, UN- und metrischem Gewinde auf demselben Rohling. Jedes Gewinde muss einzeln nach seiner Norm gedreht und auf seinem eigenen Lehrring geprüft werden — kein Schneideisen und kein Gewindebohrer schneidet alle drei.
Von der Skizze zum gedrehten Teil
Beide Teile sind CNC-Drehteile aus Rundmaterial. Beim Bolzen bedeutete das, sich entlang einer Stange durch vier klar getrennte Merkmale zu arbeiten, ohne dass eines gegenüber dem anderen aus der Rundheit läuft:
- 9/16-18-UNF-Ende drehen und gewinden — auf Länge plangedreht, Freistich für den O-Ring, dann Gewinde im Drehverfahren geschnitten.
- Gerändelten Abschnitt Ø18,5 mm drehen — für den Griff gerändelt, am Übergang zum nächsten Gewinde angefast.
- 13/16-28-UN-Abschnitt drehen und gewinden — 22 mm Gewindeeingriff, mit eigener Steigung geschnitten und unabhängig vom UNF-Ende geprüft.
- M10×1-Innengewinde bohren und schneiden — 13 mm tief in die gegenüberliegende Stirnseite.
- Entgraten & prüfen — jedes Gewinde und jeder kritische Durchmesser wird noch an der Maschine kontrolliert.
Die Kupplung ist eine kürzere Version derselben Disziplin: ein 9/16-18-UNF-Innengewinde an einem Ende gebohrt und geschnitten (tief, angefast für den eigenen O-Ring), eine Durchgangsbohrung, und ein 9/16-18-UNF-Außengewinde am gegenüberliegenden Ende gedreht.

Vor dem Versand gelehrt
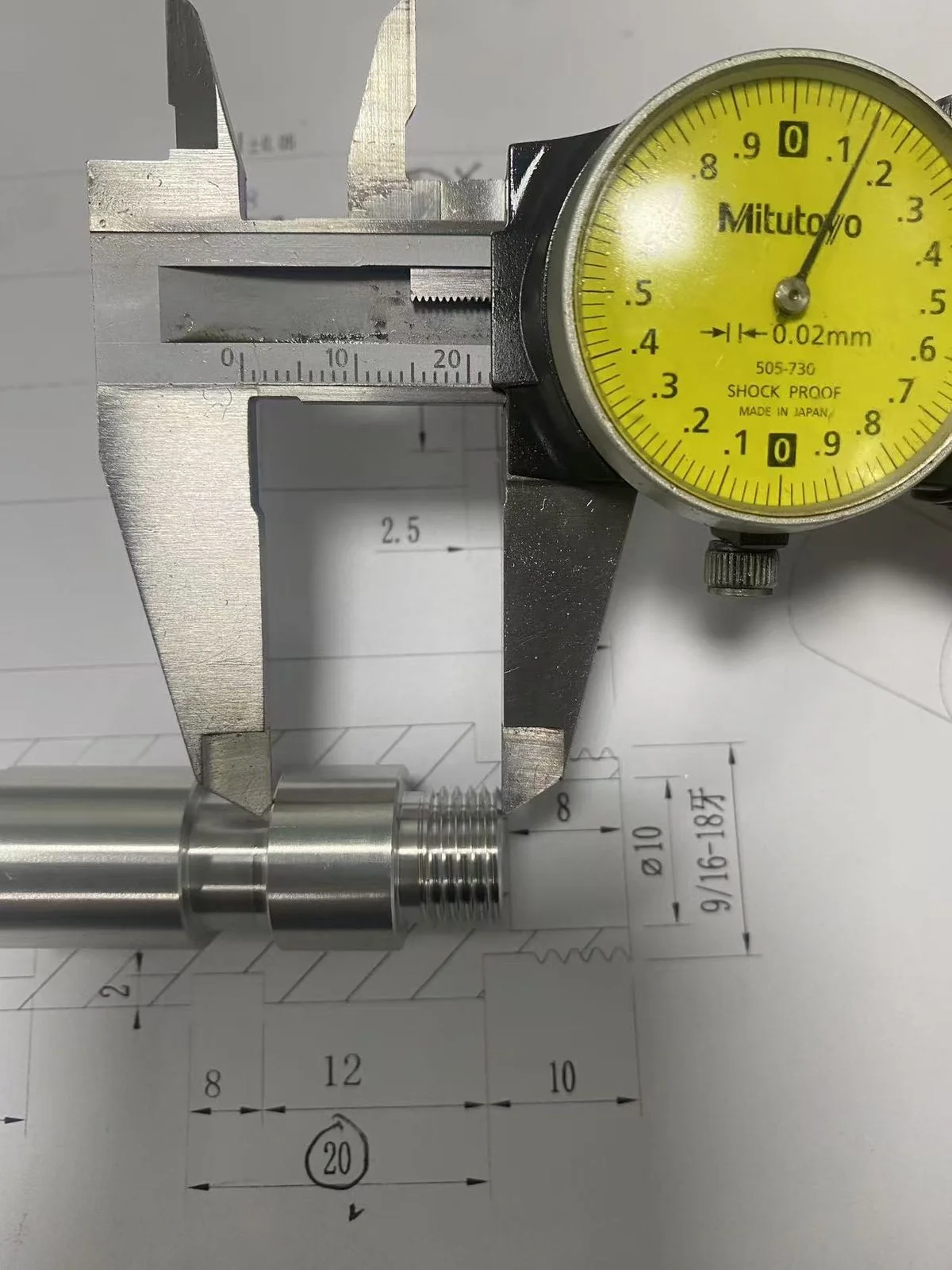
Das Gewinde zu schneiden ist die halbe Arbeit — der Nachweis, dass es innerhalb der Toleranz liegt, die andere Hälfte. Der 13/16-28-UN-Abschnitt wurde mit einem kalibrierten Gewinde-Gutlehrring geprüft, markiert T 13/16-28UN-2A: Lässt sich der Lehrring von Hand glatt bis zum Referenzpunkt aufschrauben, liegt das Außengewinde innerhalb der Toleranzklasse 2A. Die 9/16-18-UNF-Gewinde an beiden Teilen wurden auf dieselbe Art geprüft, jedes mit seinem eigenen Lehrring.

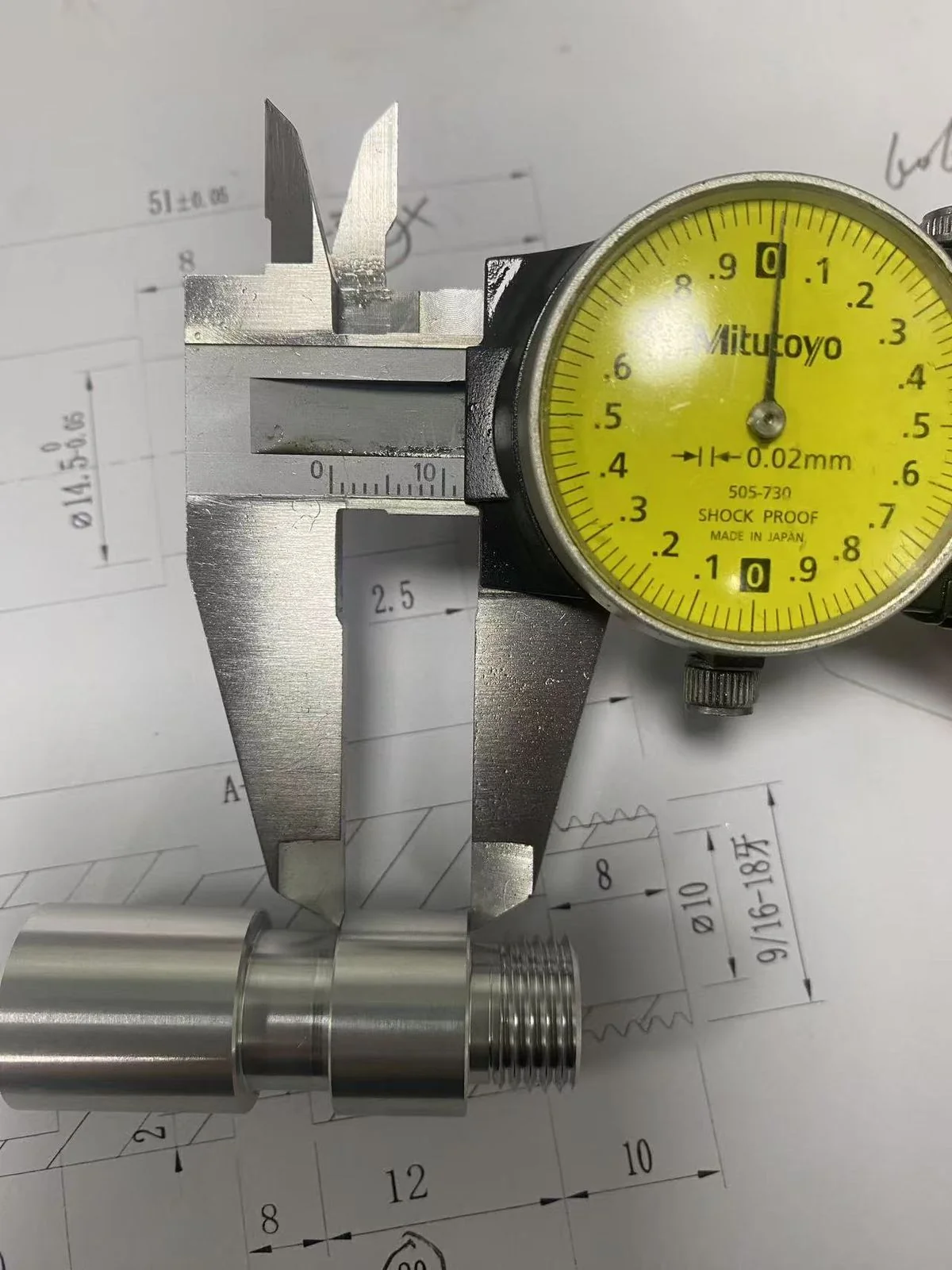
Neben den Gewindelehren wurden die kritischen gedrehten Durchmesser und die Breite der O-Ring-Nuten gegen die ausgegebene Zeichnung mit einem Messschieber geprüft, der auf 0,02 mm anzeigt — die Passdurchmesser, an denen Bolzen und Kupplung ineinandergreifen, und die Nut, in der jeder O-Ring sitzt.
O-Ring-Nutbreite gegen die Zeichnung geprüft
Passdurchmesser mit 0,02-mm-Messschieber geprüft
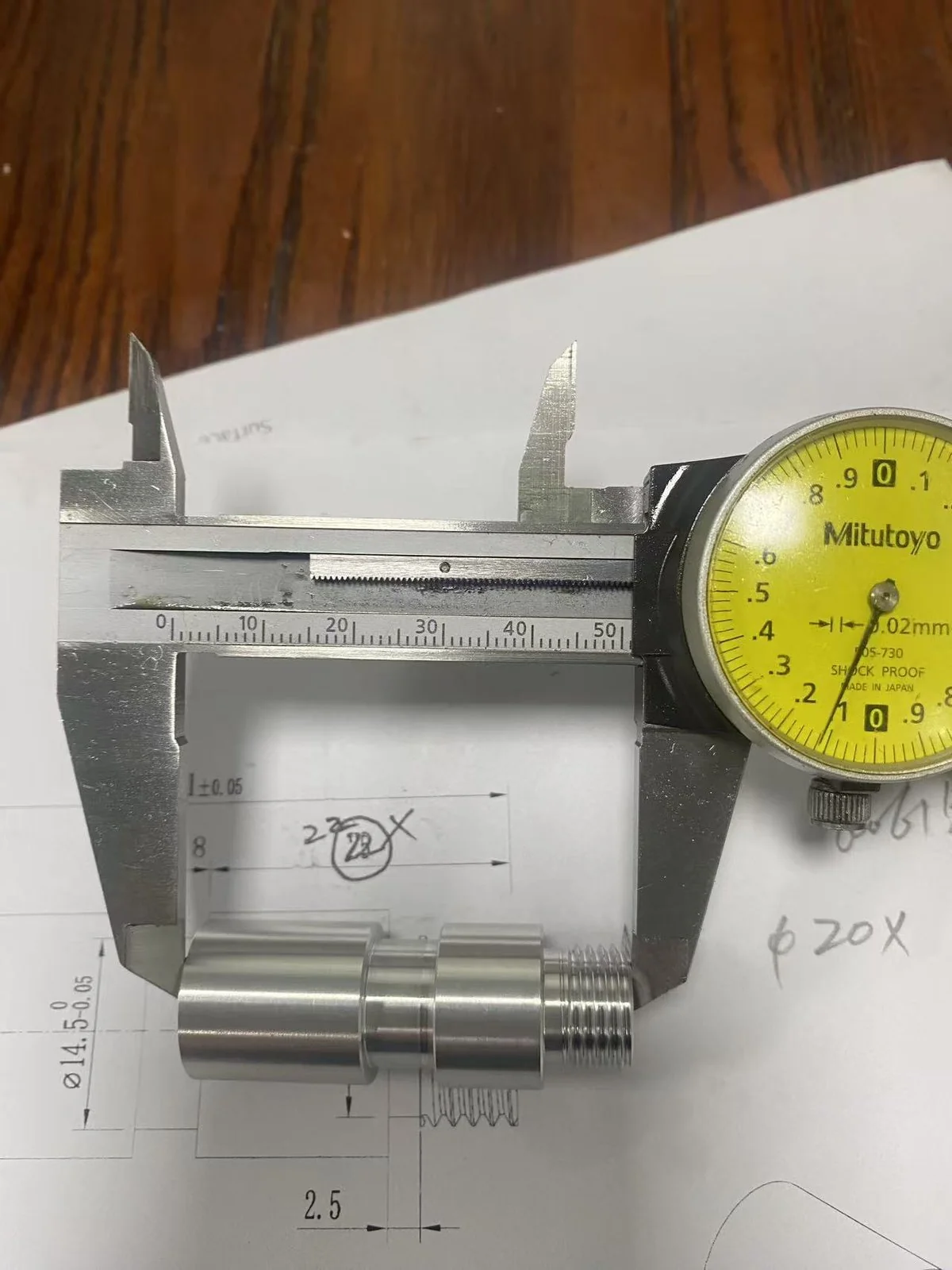
Tolerierter Ø14,5-Abschnitt vor dem Verpacken geprüft
Spezifikation
| Merkmal | Spezifikation | Hinweis |
|---|---|---|
| Bolzen — Gewinde 1 | 9/16-18 UNF außen | Angefast, O-Ring-Freistich |
| Bolzen — Gewinde 2 | 13/16-28 UN außen | 22 mm Eingriff · mit Lehrring geprüft |
| Bolzen — Gewinde 3 | M10 × 1 innen | 13 mm tief, metrisches Feingewinde |
| Bolzen — Griff | Gerändelt, Ø18,5 mm | Zwischen den beiden Außengewinden |
| Kupplung — Gewinde 1 | 9/16-18 UNF innen | Tief, angefast für O-Ring |
| Kupplung — Gewinde 2 | 9/16-18 UNF außen | Gegenüberliegendes Ende |
| Kupplung — Bohrung | Durchgangsbohrung | ~41 mm Gesamtlänge |
| Werkstoff | Nichtrostender Stahl | Korrosionsbeständige Güte, z. B. 1.4301/1.4404, Werkstoffzeugnis 3.1 auf Wunsch |
| Prüfung | Gewinde-Gutlehrring + Messschieber | Je Teil, vor dem Verpacken |
| Menge | Passende Bolzen-Kupplung-Paare | Keine Mindestmenge |
Geliefert: passende Paare, montagefertig
Jeder Bolzen wurde mit seiner passenden Kupplung verschickt, einzeln verpackt, jedes Paar gelehrt und gegen dieselbe Zeichnung vermessen — damit jedes Paar der Serie genauso zusammenpasst wie jedes andere.

Einzelteil oder Wiederholserie: Ein gedrehtes Teil wie dieses hat keine Werkzeugkosten, daher kosten ein paar Paare und ein Serienlauf pro Stück gleich viel — nur die Laufzeit ändert sich.
Fazit
Drei Gewindenormen auf zwei kleinen Edelstahlteilen — Zoll-UNF, Zoll-UN und metrisch — ist genau die Art Aufgabe, die zwischen Katalog-Verbindungselementen und Standardadaptern fällt. Ausgehend von zwei Handskizzen erhielt der Kunde beide Teile gewindegenau gedreht, jedes Gewinde gelehrt, kritische Durchmesser gegen die Zeichnung geprüft und eine passende Serie geliefert. Ohne CAD-Datei, ohne Kompromiss beim Mischen der Normen.
Ein Teil mit gemischten Gewindenormen? Schicken Sie eine Skizze, ein Foto des Gegenstücks oder einfach die Gewindebezeichnungen — Zoll, metrisch, oder beides. Wir bestätigen jedes Maß schriftlich, fertigen und lehren, bevor es versendet wird. E-Mail an [email protected] oder per WhatsApp.
Häufige Fragen
Können auf einem Teil UNF-, UN- und metrisches Gewinde kombiniert werden?
Ja — genau das war diese Aufgabe. Jedes Gewinde wird auf der Drehmaschine nach seiner eigenen Norm, Steigung und Klasse geschnitten, ob 9/16-18 UNF, 13/16-28 UN oder M10×1, alles auf demselben Rohling. Kein Werkzeug schneidet mehr als eine Norm — jedes Gewinde wird einzeln gefertigt und gelehrt.
Wie wird ein Gewinde wie 13/16-28UN-2A vor dem Versand geprüft?
Mit einem kalibrierten Gewinde-Gutlehrring, markiert mit der genauen Klasse — hier T 13/16-28UN-2A. Lässt sich der Ring von Hand glatt bis zum Referenzpunkt aufschrauben, liegt das Außengewinde innerhalb der Toleranz. Kritische Durchmesser und Nutbreiten werden separat mit einem Messschieber gegen die Zeichnung geprüft.
Reicht eine Handskizze ohne CAD-Datei?
Ja. Zwei Handskizzen mit Gewindebezeichnungen, Längen und Durchmessern haben zur Kalkulation und Fertigung dieses Teils gereicht. Wir bestätigen jedes Maß schriftlich, bevor wir zu schneiden beginnen. Zu den Gewindeadaptern nach Maß →