Need a custom thread adapter or threaded part machined from a drawing — one that carries more than one thread standard, imperial and metric, on the same body? That's routine for us and unavailable from a catalog supplier. Here's a real job: a knurled stud and a matching coupler carrying 9/16-18 UNF, 13/16-28 UN and M10×1 threads between them, built from two hand sketches and delivered as a finished batch — no CAD file needed. Send your sketch or thread callouts for a quote →
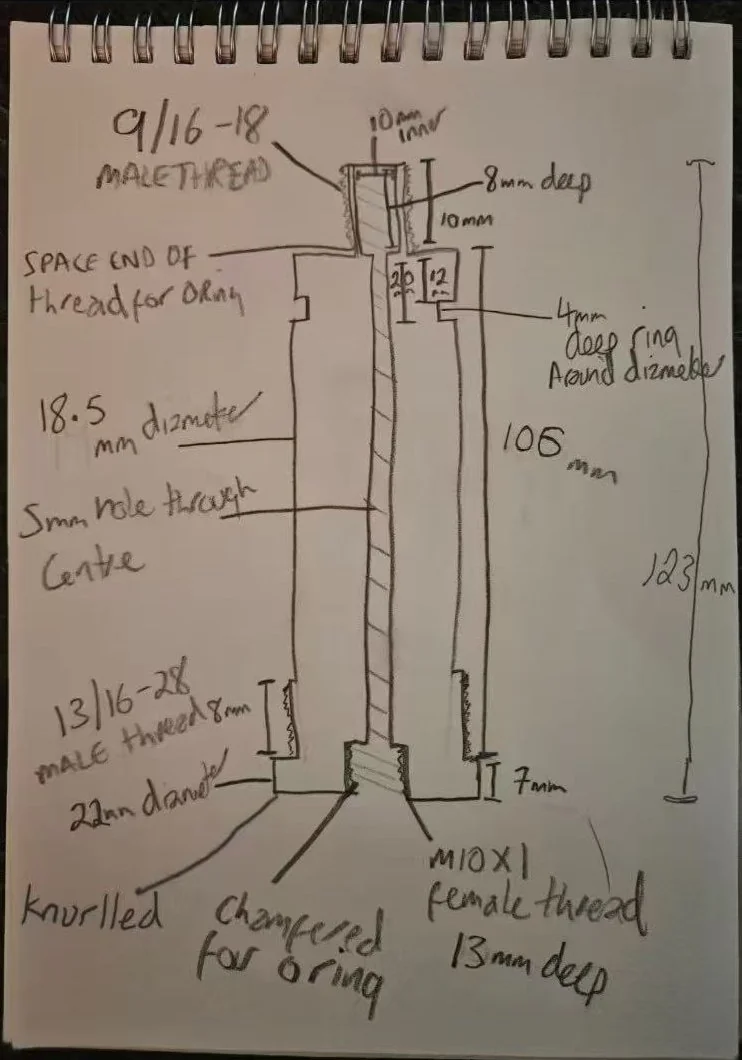
HAND SKETCH · 9/16-18 MALE THREAD · 13/16-28 MALE THREAD, 22 MM DEEP · KNURLED SECTION · M10×1 FEMALE THREAD, 13 MM DEEP · CHAMFERS FOR O-RINGS
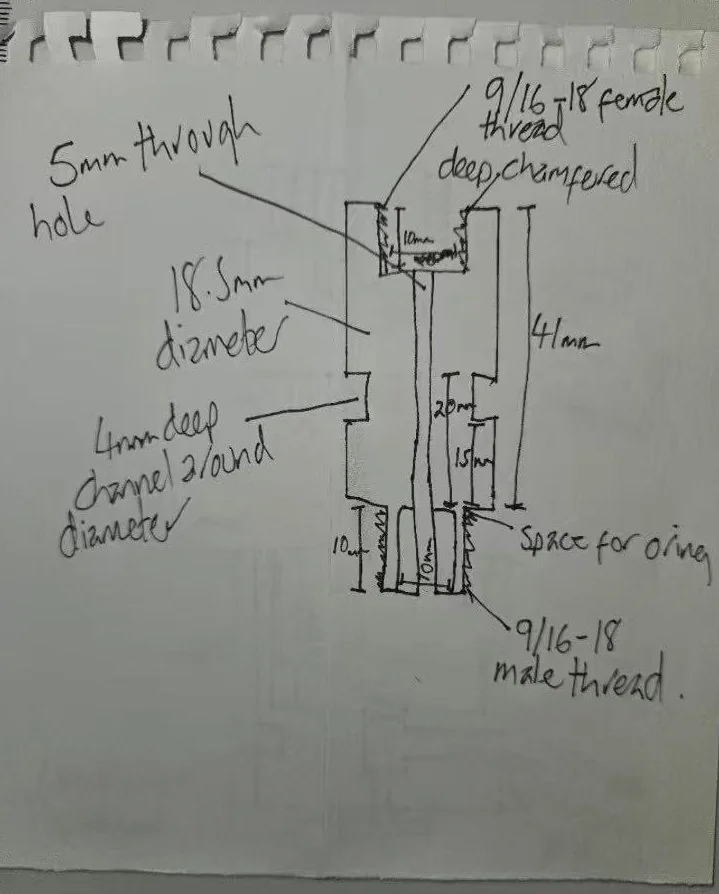
HAND SKETCH · 9/16-18 FEMALE THREAD, DEEP CHAMFERED · THROUGH-HOLE · CHAMFER FOR O-RING · 9/16-18 MALE THREAD OPPOSITE END
The Brief: Two Small Parts, No Catalog Match
A customer in the United Kingdom sent two hand-drawn sketches — no CAD file, no formal drawing — for a small stainless steel assembly: a longer knurled stud and a shorter coupler that screw together and then thread into the customer's own equipment. Each sketch was marked up with thread callouts, step lengths and diameters, exactly the way most of our first enquiries arrive.
What made this job non-standard wasn't size — both parts fit in one hand — it was that three different thread standards had to live across the two parts and mate correctly with each other and with the customer's equipment:
9/16-18 UNF
Imperial fine thread, external on the stud's top end and on both ends of the coupler — the thread that joins the two parts together.
13/16-28 UN
A second external thread further down the stud's body, verified separately with its own gauge — a different standard, on the same piece of bar stock.
M10×1
An internal metric fine thread machined into the far end of the stud, 13 mm deep — imperial and metric, on one part.
Why this is a machining job, not a shelf item: no catalog stud comes with a UNF thread, a UN thread and a metric thread on the same body. Each one has to be single-pointed to its own standard and checked on its own gauge — there's no die or tap that cuts all three.
From Sketch to Turned Part
Both parts are CNC turning jobs from round bar stock. For the stud, that meant working down the length of one bar through four distinct features without letting any of them drift out of round with each other:
- Turn and thread the 9/16-18 UNF end — faced to length, relieved for the O-ring, then single-point threaded.
- Turn the Ø18.5 mm knurled section — knurled for grip, chamfered where it meets the next thread.
- Turn and thread the 13/16-28 UN section — 22 mm of thread engagement, cut to its own pitch and verified independently of the UNF end.
- Bore and tap the M10×1 internal thread — 13 mm deep into the opposite face.
- Deburr and inspect — every thread and every critical diameter checked before the part leaves the machine.
The coupler is a shorter version of the same discipline: a 9/16-18 UNF female thread bored and tapped on one end (deep, chamfered for its own O-ring), a through-hole, and a 9/16-18 UNF male thread turned on the opposite end.

Gauge-Checked Before It Ships
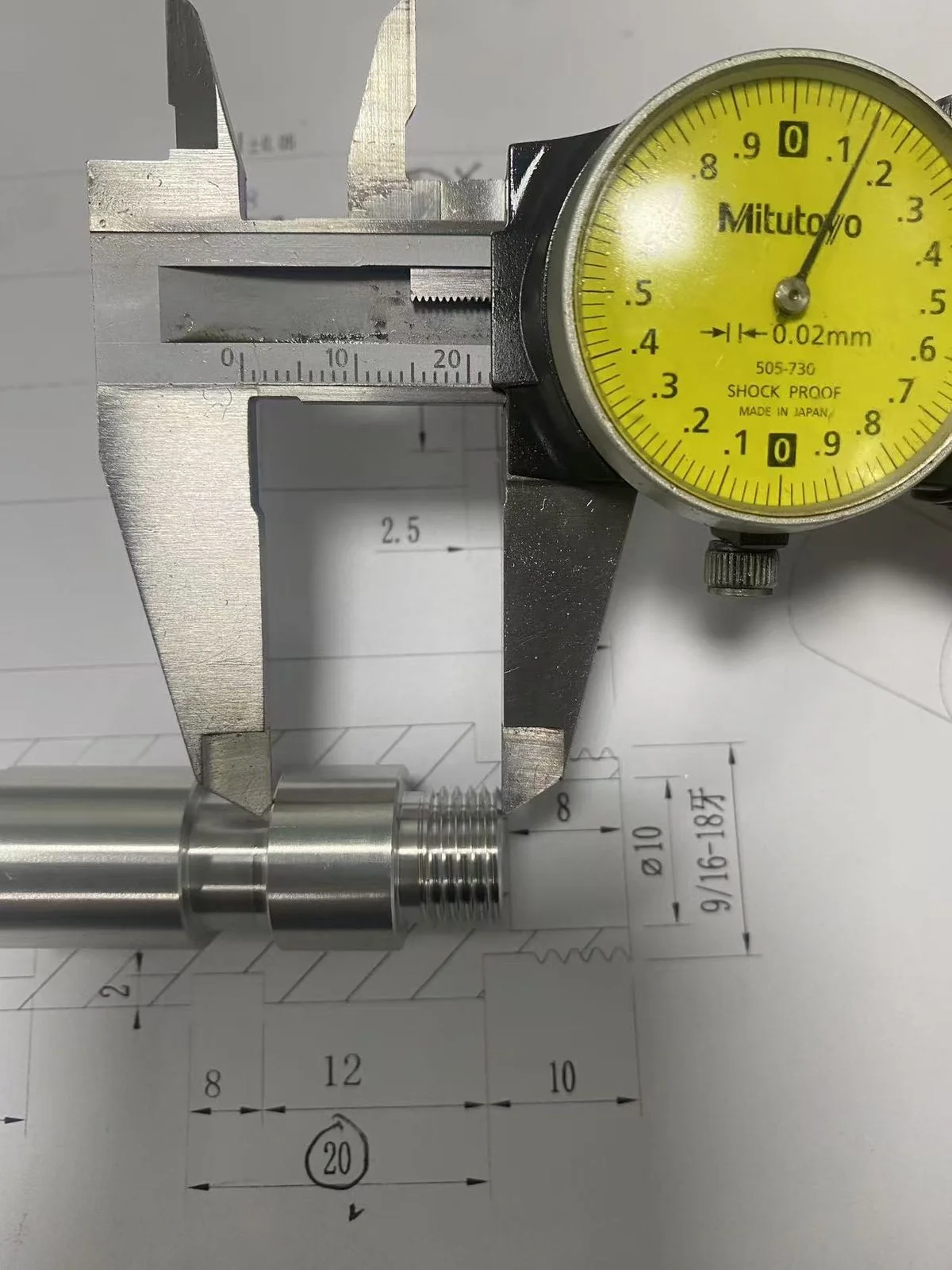
Cutting the thread is half the job — proving it's within tolerance is the other half. The 13/16-28 UN section was checked with a calibrated Go thread ring gauge marked T 13/16-28UN-2A: if the gauge threads on smoothly to its reference point by hand, the external thread is within the 2A class tolerance. The 9/16-18 UNF threads on both parts were verified the same way, each against its own gauge.

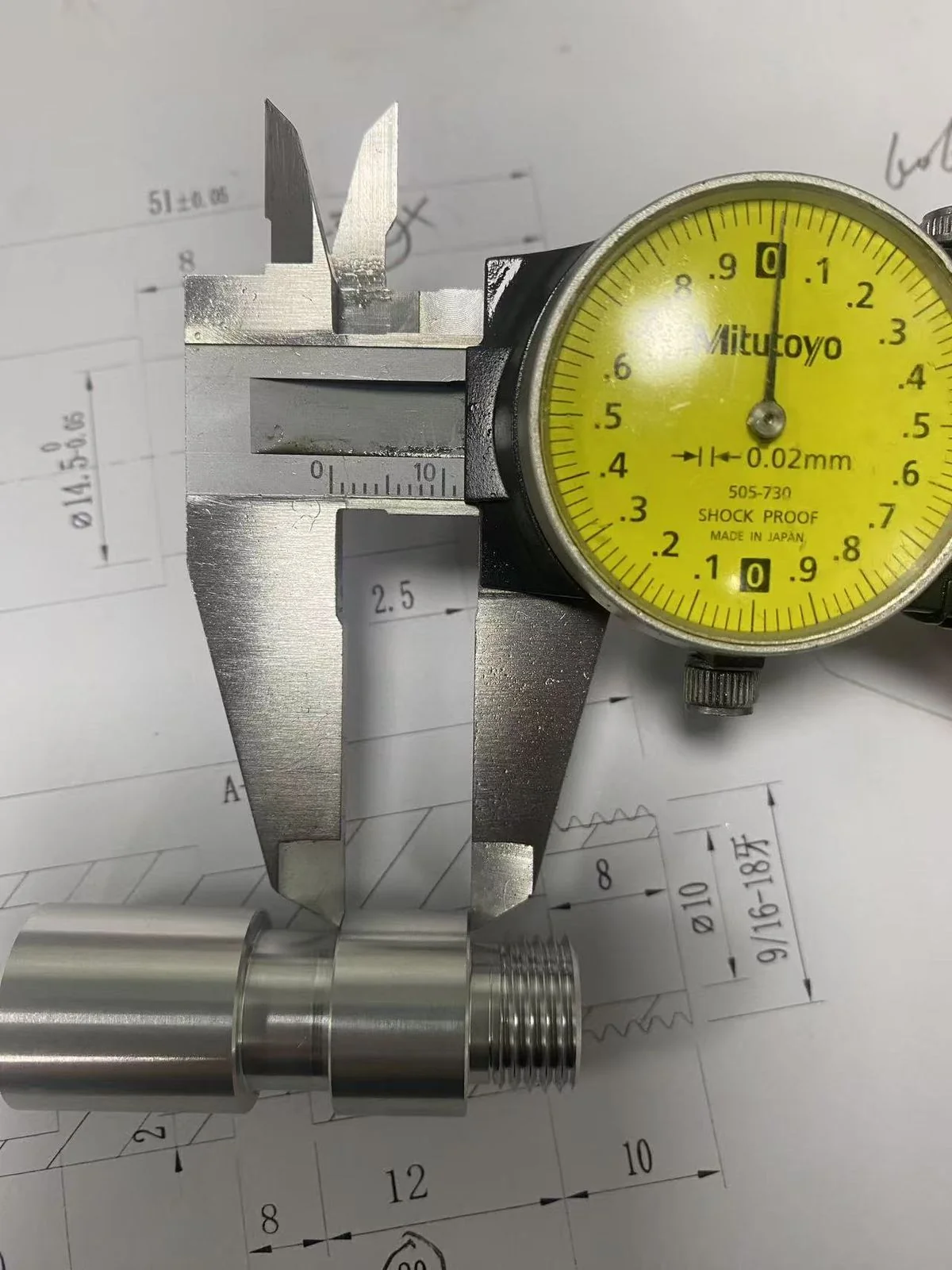
Alongside the thread gauges, the critical turned diameters and the O-ring groove widths were measured against the issued drawing with a dial caliper reading to 0.02 mm — the fit diameters where the stud and coupler mate, and the groove where each O-ring seats.
O-ring groove width checked against the drawing
Fit diameter checked with a 0.02 mm dial caliper
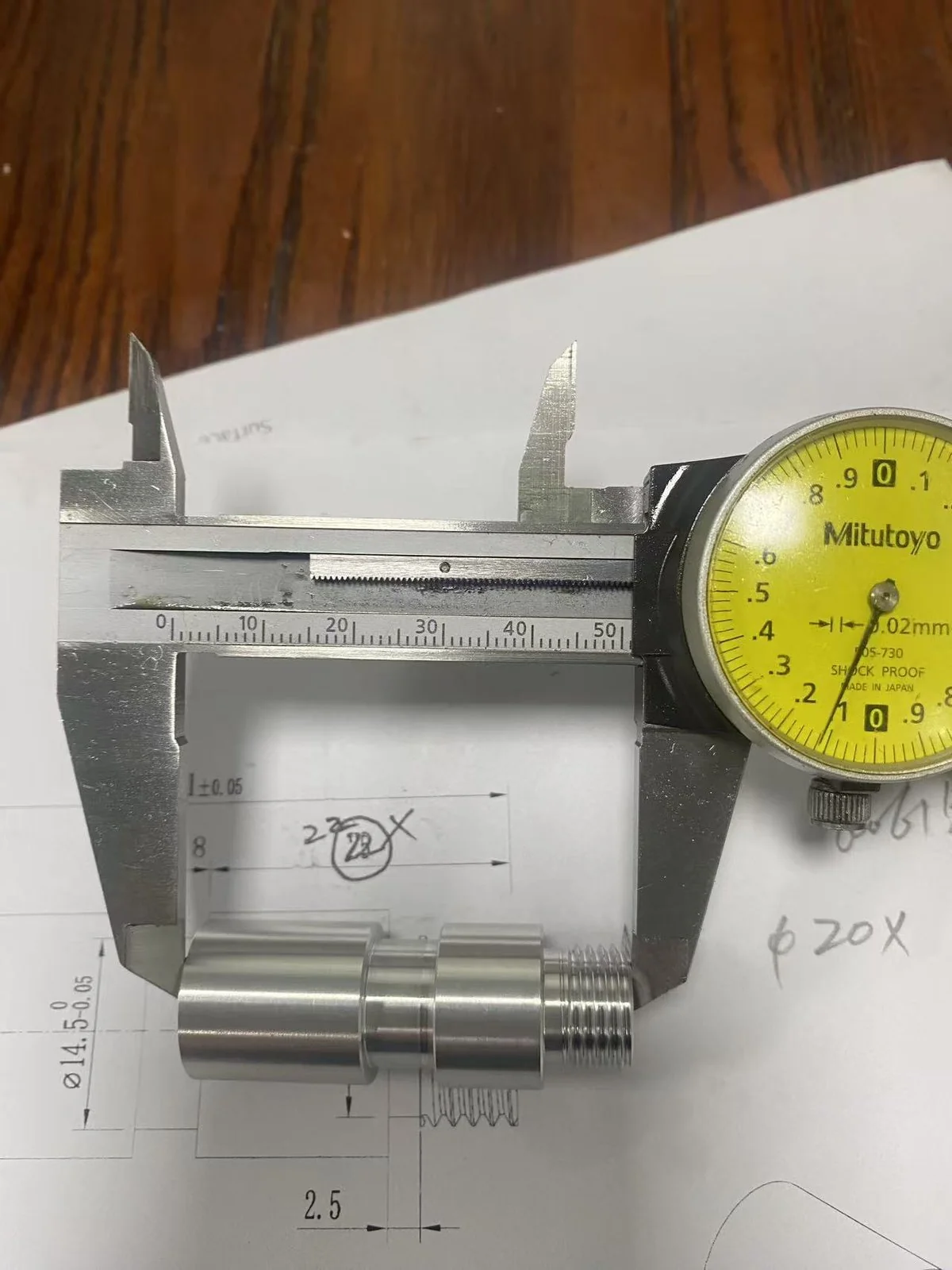
Toleranced Ø14.5 section verified before packing
Specification
| Feature | Specification | Notes |
|---|---|---|
| Stud — thread 1 | 9/16-18 UNF external (male) | Chamfered, O-ring relief |
| Stud — thread 2 | 13/16-28 UN external (male) | 22 mm engagement · ring-gauge checked |
| Stud — thread 3 | M10 × 1 internal (female) | 13 mm deep, metric fine |
| Stud — grip | Knurled, Ø18.5 mm | Between the two external threads |
| Coupler — thread 1 | 9/16-18 UNF internal (female) | Deep, chamfered for O-ring |
| Coupler — thread 2 | 9/16-18 UNF external (male) | Opposite end |
| Coupler — bore | Through-hole | ~41 mm overall length |
| Material | Stainless steel | Corrosion-resistant grade |
| Inspection | Go thread ring gauge + dial caliper | Per part, before packing |
| Batch | Matching stud + coupler pairs | No minimum order quantity |
Delivered: Matching Pairs, Ready to Assemble
Every stud shipped with its matching coupler, individually wrapped, each pair gauge-checked and dimensionally verified against the same drawing so that any pair in the batch assembles the same way as any other.

One-off or repeat batch: there's no tooling cost on a turned part like this, so a handful of pairs and a production run price the same way per piece — the setup is the same, only the run length changes.
Who Orders Custom Threaded Parts Like This
A part that mixes thread standards and integrates O-ring seals almost never sits between a catalog fastener and a stock adapter. The people who reach us for a custom thread adapter or bespoke threaded stud usually fall into one of these groups:
Obsolete / discontinued fittings
An instrument, valve or machine needs a threaded connector that's no longer sold. We reproduce it from the old part or a sketch — see obsolete part reproduction.
Instrumentation & fluid/gas
Sensor housings, pneumatic and hydraulic ports, vacuum and optical mounts often use fine imperial or mixed threads with O-ring glands that no distributor stocks.
Product developers & small OEMs
A low-MOQ, one-off or small-batch custom fastener or adapter for a new build — priced the same per piece whether it's 1 or 100.
Most arrive the way this one did: with a sketch and a set of thread callouts, not a CAD file. Whether your part is a custom fastener, a thread adapter, or a turned component that mixes standards, the route is the same — see how ordering custom machined parts with no CAD works, or the full CNC turning service behind it.
The Takeaway
Three thread standards on two small stainless parts — imperial UNF, imperial UN, and metric — is exactly the kind of job that falls between catalog fasteners and off-the-shelf adapters. Starting from two hand sketches, the customer got both parts single-pointed to spec, every thread gauge-checked, critical diameters verified against the drawing, and a matched batch delivered ready to assemble. No CAD file, no compromise on mixing standards.
Have a part that mixes thread standards? Send a sketch, a photo of the mating part, or just the thread callouts — imperial, metric, or both. We'll confirm every dimension in writing, machine it, and gauge-check it before it ships. Email [email protected] or message us on WhatsApp.
FAQ
Can one part mix UNF, UN and metric threads?
Yes — that's exactly what this job did. Each thread is single-pointed on the lathe to its own standard, pitch and class, whether that's 9/16-18 UNF, 13/16-28 UN or M10×1 metric, all on one body. There's no die or tap that cuts more than one standard, so every thread is machined and gauged on its own.
How do you check a thread like 13/16-28UN-2A before shipping?
With a calibrated Go thread ring gauge marked to the exact class — in this case T 13/16-28UN-2A. If it threads on smoothly by hand to the reference point, the external thread is within tolerance. Critical diameters and groove widths are checked separately with a dial caliper against the issued drawing.
Do I need a CAD file to order a part like this?
No. Two hand sketches with the thread callouts, lengths and diameters written on were enough to quote and machine this job. We confirm every dimension with you before cutting metal. How ordering with no CAD works →
Can you make a custom thread adapter between imperial and metric threads?
Yes. A custom thread adapter that converts imperial to metric — UNF or UN on one end, a metric thread on the other — is standard work for us. Each thread is single-pointed to its own standard and pitch, so there's no restriction on mixing imperial and metric on one body. See our thread adapters →
Can you cut a non-standard or special thread pitch?
Yes. Single-point threading on a CNC lathe lets us cut non-standard, special or obsolete pitches that no tap or die is made for. Give us the diameter and pitch, or send a sample, and we cut and gauge it to match.