Need a thread adapter that converts one thread size to another that no supplier stocks — and all you have is a sketch or the two thread callouts? That is exactly what this part was. Here is the real drawing, our same-day 3D model, and what it takes to get one quoted and made. Send your sketch for a quote →
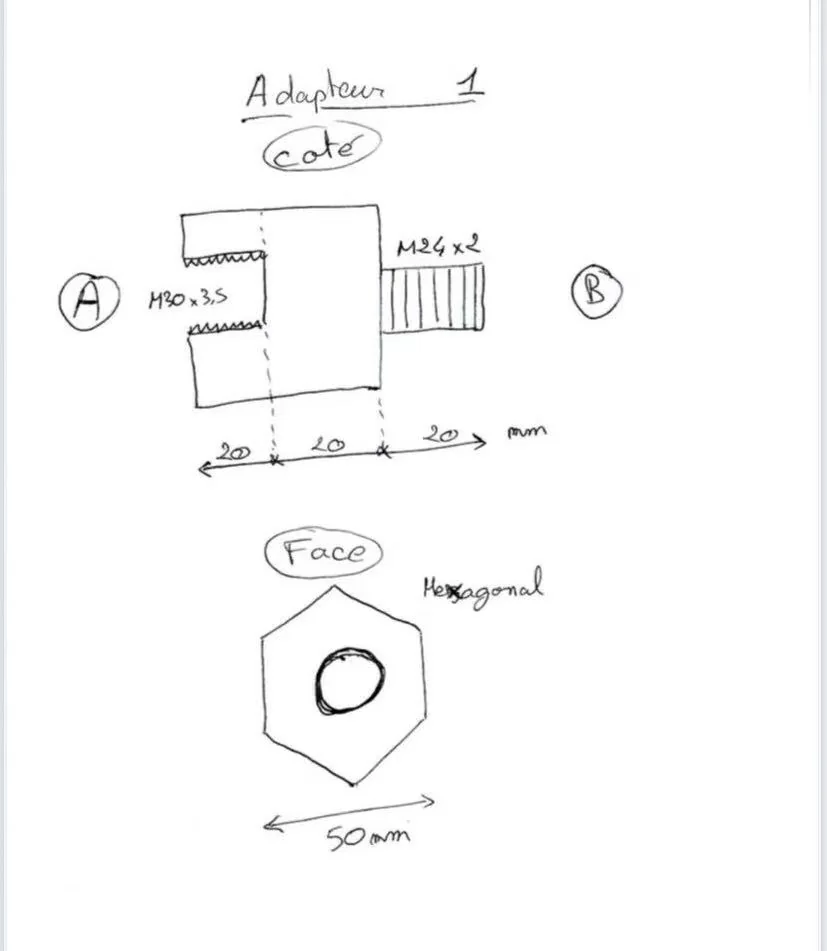
HAND SKETCH · "ADAPTEUR 1" · M30×3,5 ONE SIDE, M24×2 THE OTHER, HEXAGONAL 50 MM — NO CAD FILE
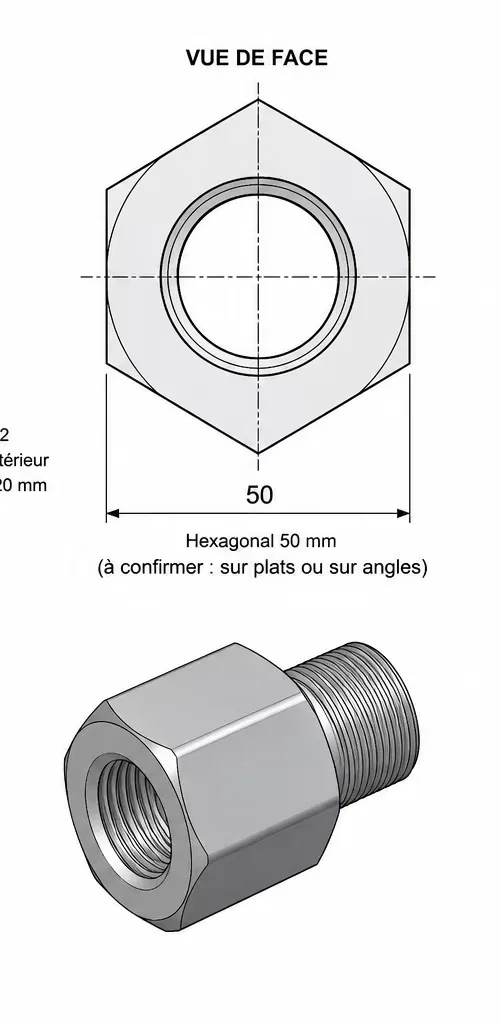
3D MODEL · BUILT FROM THE SKETCH · M30×3.5 FEMALE FACE, M24×2 MALE STUB, 50 MM HEX
↑ A pencil sketch in, a manufacturable 3D model out — the same working day. No CAD file was ever needed.
The Brief: A Thread Combination That Doesn't Exist Off the Shelf
A client in France found us searching for a custom thread adapter and sent a single hand-drawn page labelled "Adapteur 1". He needed a one-piece reducer that does this:
- Side A — an internal (female) M30×3.5 thread, bored roughly 20 mm deep into one hex face.
- Side B — an external (male) M24×2 thread on a stub about 20 mm long.
- Body — a hexagonal 50 mm centre section so it can be driven with a spanner, the three sections roughly 20 + 20 + 20 mm for about 60 mm overall.
Here is the thing the catalogs miss: both threads are real, but the combination is not a product anyone sells. M30×3.5 is the standard coarse pitch for M30; M24×2 is a fine pitch (M24 coarse is ×3). Put a coarse M30 female on one end and a fine M24 male on the other, inside a 50 mm hex, and you will not find it on McMaster, in a fittings catalog, or in any reducer range. It only exists if someone machines it on purpose. That is the whole job.
Why people search for this: they have two existing threaded parts that don't mate — a different diameter, a different pitch, coarse-to-fine, or a worn original that's no longer made — and they need one piece to bridge them. A stock adapter almost never matches both ends. A custom one always can.
Step 1 — We Redrew the Sketch in 3D, the Same Day
As soon as the sketch arrived, our engineer rebuilt it as a full 3D model (the image on the right above). We do this before quoting for two reasons: it gives the client something precise to approve, and it forces every ambiguity in a hand drawing to the surface before any metal is cut. Turning a sketch into a solid model is free, and it is where most of the risk gets removed.
Modelling this adapter immediately raised three questions the sketch left open. None of them are unusual — almost every hand drawing leaves a few — but each one changes the finished part, so we confirm them in writing first.
Step 2 — The Three Questions We Came Back With
50 mm across flats, or across corners?
The sketch noted the hexagon as 50 mm and added, in the client's own words, "à confirmer : sur plats ou sur angles" — to be confirmed, across flats or across corners. It matters: 50 mm across flats is the spanner size and needs a 50 mm wrench; the same hex measured across corners is only about 43 mm across flats. Get it wrong and the customer's spanner doesn't fit. We flagged it and asked him to confirm which dimension the 50 mm refers to.
What is it threading into, and how much torque does it see?
The sketch didn't call out a material — most don't. For a thread adapter that gets wrenched tight, the choice is usually free-cutting steel (strong, economical, can be zinc-plated or blackened) or stainless 304/316 (corrosion resistance for outdoor, wet, or chemical service). We ask what the adapter screws into and what environment it lives in, then recommend the grade — rather than guessing.
Right-hand both ends? Solid, or bored through?
Unless stated, we machine both threads right-hand — but some adapters need a left-hand end to lock, so we confirm. We also check whether the centre should be solid or have a through-bore (for a shaft, cable, fluid, or sensor to pass through). The sketch implied a depth on Side A but not a through-hole, so we asked.
This back-and-forth is the value, not the friction. Five minutes confirming three dimensions on a drawing is what stops a remake on a finished part. We don't cut metal until the model is approved in writing.
The Confirmed Specification
Once the questions are answered, the part is fully defined. For this adapter the working specification is:
| Feature | Specification | Notes |
|---|---|---|
| Side A thread | M30 × 3.5 internal (female) | Standard coarse pitch, ~20 mm deep |
| Side B thread | M24 × 2 external (male) | Fine pitch, ~20 mm long stub |
| Body | Hexagonal, 50 mm | Across flats / corners — confirmed with client |
| Overall length | ~60 mm | Roughly 20 + 20 + 20 mm sections |
| Material | Steel or stainless 304/316 | Chosen by application |
| Thread hand | Right-hand (default) | Left-hand available on request |
| Finish | As-machined / zinc / black oxide | By material and environment |
| Quantity | 1 piece and up | One-offs welcome — no minimum |
How an Adapter Like This Is Machined
A part like this is, at heart, a CNC turning job with a hex feature. The typical sequence:
- Start from hex bar — a 50 mm hexagonal bar is the natural stock, so the wrench flats come from the raw material instead of being milled. (If the hex is specified across corners, we size the bar accordingly.)
- Turn Side B — face to length and turn the Ø24 stub down for the male thread, with a lead-in chamfer so it starts cleanly.
- Cut the M24×2 external thread — single-point turned on the lathe, then checked with a thread ring gauge.
- Bore and tap Side A — drill the tapping hole ~20 mm deep and cut the M30×3.5 internal thread, checked with a thread plug gauge.
- Chamfer & deburr — both thread mouths chamfered, all edges deburred so it assembles by hand.
- Inspect — both threads gauged, hex and lengths measured, and the part trial-fitted to the mating hardware where possible.
One piece or a hundred: a custom adapter is worth making even as a single part. The same setup that proves one unit makes a small batch, so spares or a short production run cost less per piece.
How the Project Moves
Sketch received
Client sent one hand-drawn page — "Adapteur 1" — with the two thread callouts, the section lengths, and the 50 mm hex. No CAD file.
Same-day 3D model
We rebuilt the adapter as a solid 3D model and sent it back so the client could see exactly what we understood from his sketch.
Three confirmations
Hex across flats vs corners, material, thread hand and through-bore — confirmed in writing against the model.
Quote & sign-off
With geometry and material locked, we quote. Approval in writing releases the job to production.
Turn, thread, gauge, ship
Machined from hex bar, both threads gauge-checked, dimensions recorded, then packed and shipped.
Same Client, Second Variant: a Double-Male Stud
The same customer also needed a double-male version of the adapter — externally threaded on both ends rather than female one side. Same thread sizes (M30×3.5 and M24×2), same 50 mm hex, same 60 mm length. For this one we issued a fully dimensioned production drawing, which is where the three open questions get answered in writing — the hex confirmed as 50 mm across flats, the material as 304 stainless (or steel on request), the part as solid, no through-bore, with general tolerances of ±0.2 mm.
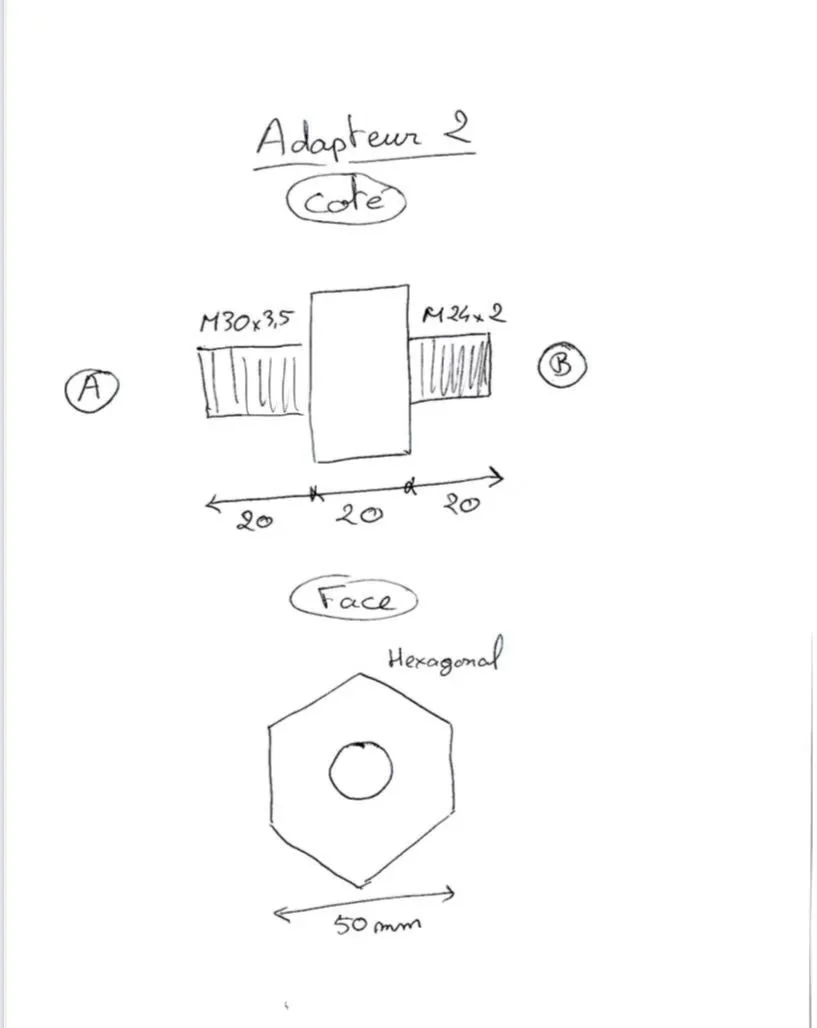
HAND SKETCH · "ADAPTEUR 2" · DOUBLE-MALE · M30×3.5 + M24×2 EXTERNAL
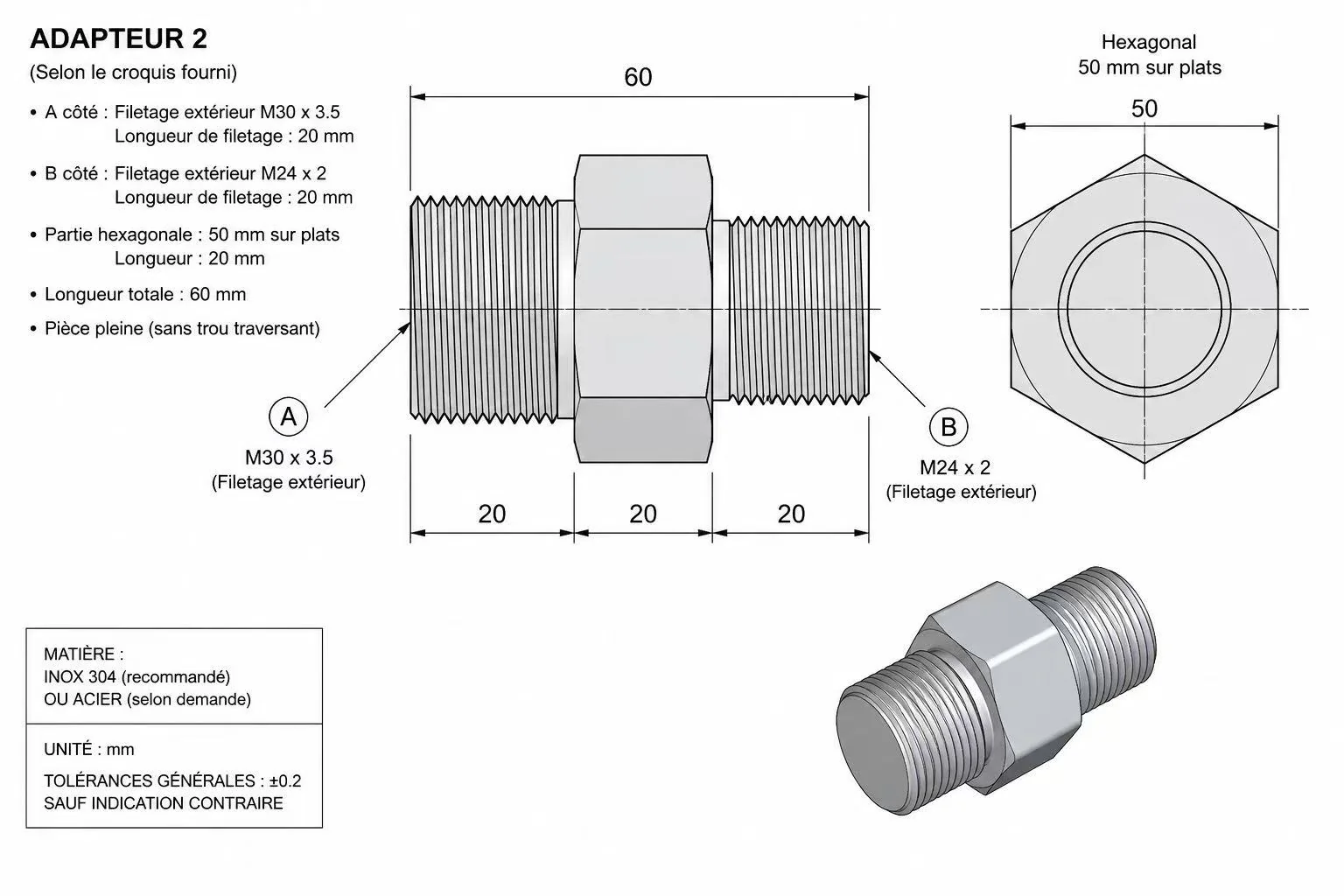
PRODUCTION DRAWING · 60 MM · HEX 50 ACROSS FLATS · SOLID · 304 STAINLESS · ±0.2 mm
More on the stud version: see the dedicated double-male M30×3.5 → M24×2 stud adapter case, or read the full project in French (both variants) → Adaptateur sur mesure M30×3,5 vers M24×2 (FR).
The Takeaway
The customer started with a pencil sketch of a part that no supplier on earth keeps in stock, and within a day had a precise 3D model and a clear list of the few things left to confirm. That is the whole point of ordering a custom thread adapter from a drawing: you don't need CAD, you don't need a catalog match, and you don't need to compromise on the thread combination you actually have. You describe the two threads, we draw it, confirm it, and make it.
Have a thread that won't mate? Send a sketch, a photo of the two parts, or just the two thread sizes (e.g. "M30×3.5 female to M24×2 male"). We'll model it for free, confirm the details, and quote. Email [email protected] or message us on WhatsApp.