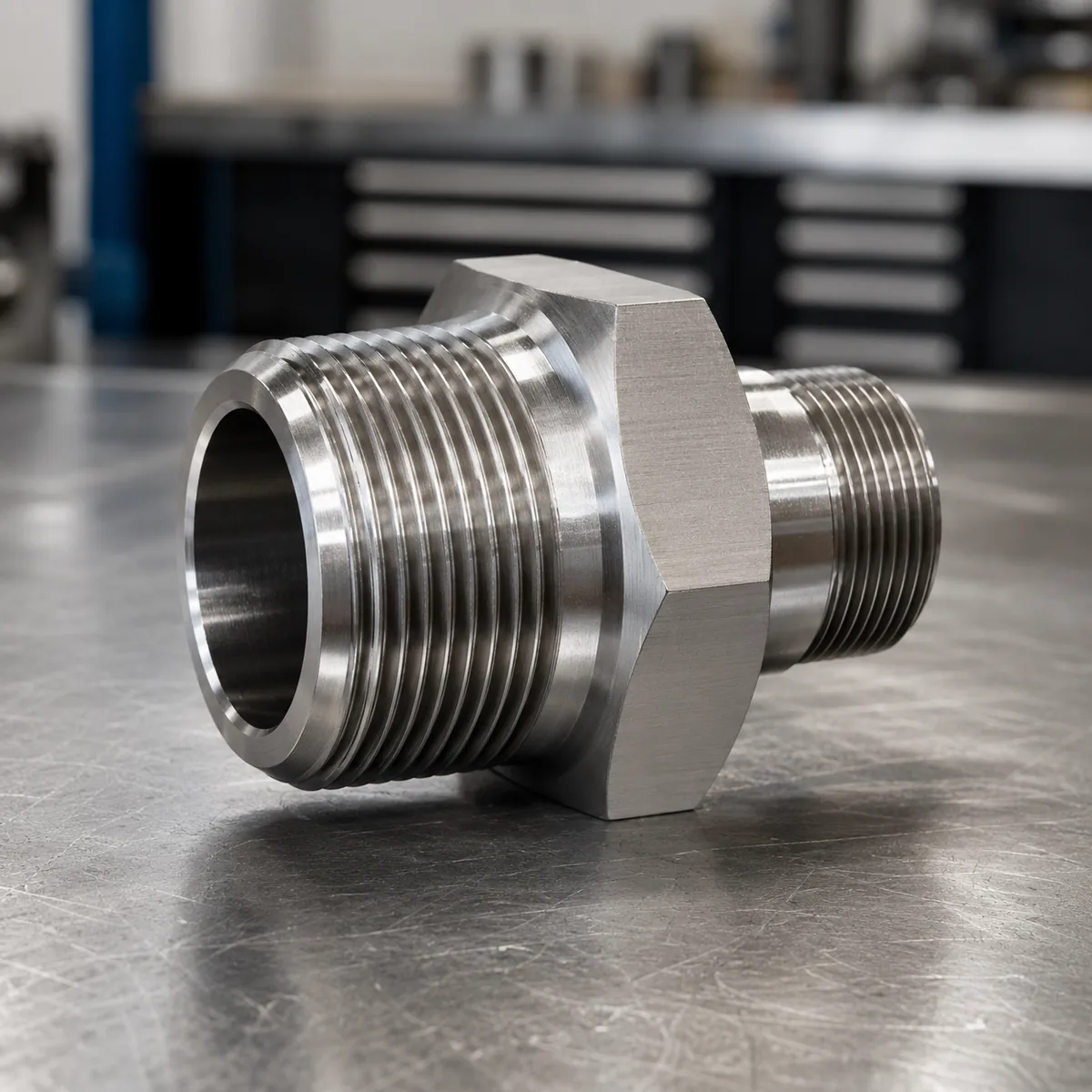
Need a large male-to-male adapter where the two ends are different diameters and different pitches — a fine M35×1.5 on one side, a coarser M30×2 on the other? No catalogue stocks that combination. Here's a real one, turned from solid 316L with a wrench hex. Send your two threads for a quote →
Why This One Had to Be Machined
Two things put this part outside any catalogue at once: the size and the pitch mix. M35 is already beyond most standard adapter ranges, and pairing a 1.5 mm fine pitch on the M35 end with a 2 mm pitch on the M30 end is a combination stock reducers simply don't carry. A fine thread on a large diameter is typically there for a reason — a finer adjustment, a pressure seal, or matching an existing machine port — so it can't be substituted with a coarse equivalent.
Join two male-less ports
Screws into two female ports of different sizes, connecting them back to back in one solid piece.
Step down a large line
Reduces an M35×1.5 fitting to an M30×2 one without a stack of washers or a welded sleeve.
Match a fine machine thread
Keeps the fine 1.5 mm pitch where the equipment needs it, coarse where it doesn't.
Specification
| Feature | Specification | Notes |
|---|---|---|
| End A thread | M35 × 1.5 external (male) | Fine pitch |
| End B thread | M30 × 2 external (male) | Different diameter & pitch |
| Body | Hex across flats | Driven with a spanner |
| Bore | Solid | No through-bore |
| Material | 316L stainless | Marine / pressure / washdown; 304 or steel on request |
| Thread check | Ring gauge both ends | Each pitch gauged separately |
| Documentation | EN 10204 3.1 on request | Material traceability |
| Quantity | 1 piece and up | No tooling cost |
How It Was Machined
A large double-male reducer is a clean CNC turning job from hex bar:
- Hex bar stock — a hexagonal bar gives the wrench flats straight from the raw material, no separate milling.
- Turn and thread the M35×1.5 end — face to length, turn the Ø35 journal, chamfer the lead-in, then single-point the fine 1.5 mm pitch.
- Turn and thread the M30×2 end — turn the Ø30 journal and cut the 2 mm pitch, independent of the first end.
- Gauge each thread — a separate go/no-go ring gauge for M35×1.5 and for M30×2, because one tool never cuts two pitches.
- Deburr & inspect — chamfers cleaned, hex and lengths measured, threads gauged before packing.
One-off or a batch of spares: there's no tooling cost on a machined adapter, so a single piece is normal work — and the same setup runs a small batch at a lower price per piece.
The Takeaway
A large, mixed-pitch double-male adapter — M35×1.5 to M30×2 — is exactly the part that falls between catalogue fittings and stock studs. Turned from solid 316L with a wrench hex and both threads gauged, it joins two ports the shelf can't. Send the two threads and we machine it, no CAD file and no compromise on the pitches your equipment actually uses.
Need a large male-to-male adapter? Send a sketch, a photo, or just the two thread callouts (e.g. "external M35×1.5 to external M30×2, hex"). We draw it, confirm it, and quote. Email [email protected] or message us on WhatsApp.
FAQ
Can you machine a double-male adapter with two different metric pitches?
Yes — that's the point of this one. Each end is single-point threaded to its own diameter and pitch on one body, here M35×1.5 fine and M30×2. Catalogue studs rarely mix a large diameter with two pitches, so it's made to order.
Why 316L for a thread adapter this size?
316L suits large adapters in pressure, marine, chemical or washdown service, where plated steel would corrode at the threads. It machines cleanly and can carry an EN 10204 3.1 certificate. 304 stainless, 6061 aluminum or steel are alternatives by application.
Do I need a CAD file?
No. A sketch or photo with the two thread callouts and the hex size is enough. We produce a dimensioned drawing for free and confirm it before machining. How ordering with no CAD works →