When a Stud Needs Two Different Threads
A standard double-ended stud has the same thread on both ends — that is what you buy off the shelf or from a catalogue. The part that stops a job is the one where the two ends are not the same: one end has to thread into an M30×3.5 hole, the other has to accept an M24×2 fitting. Connect a coarse thread on one side to a fine thread on the other. Bridge a metric component to an imperial one.
There is no standard name for that part, and no catalogue sells it — it has to be made. The usual advice online is "you'll need a drawing". You don't. EKINSUN machines these studs from a hand sketch with the two thread sizes, or straight from a sample, turning each end to its own thread on the lathe. One piece is fine.

Configurations We Machine
Male–Male (double stud)
Both ends externally threaded — the classic double-end stud, with equal or two different threads
Male–Female
One end external, the other an internal (female) thread — a stud that also receives a fitting
Reducing (two sizes)
A larger thread on one end, smaller on the other — e.g. M30 to M24, or imperial to metric
Mixed pitch
Coarse one end, fine the other — each end cut to its own pitch in the same part
Hex / wrench flats
A hex section or two milled flats so the stud can actually be tightened by a spanner
Tap-end / unequal reach
Different thread-engagement length on each end — long reach one side, short the other
Not the same as a thread adapter or a special bolt. If you need a screw-in fitting that seals (hydraulic / pneumatic), see thread adapters. If you need an odd thread form — left-hand, Whitworth, ACME — see non-standard thread bolts. This page is for studs threaded both ends, mechanical, often with two different sizes.
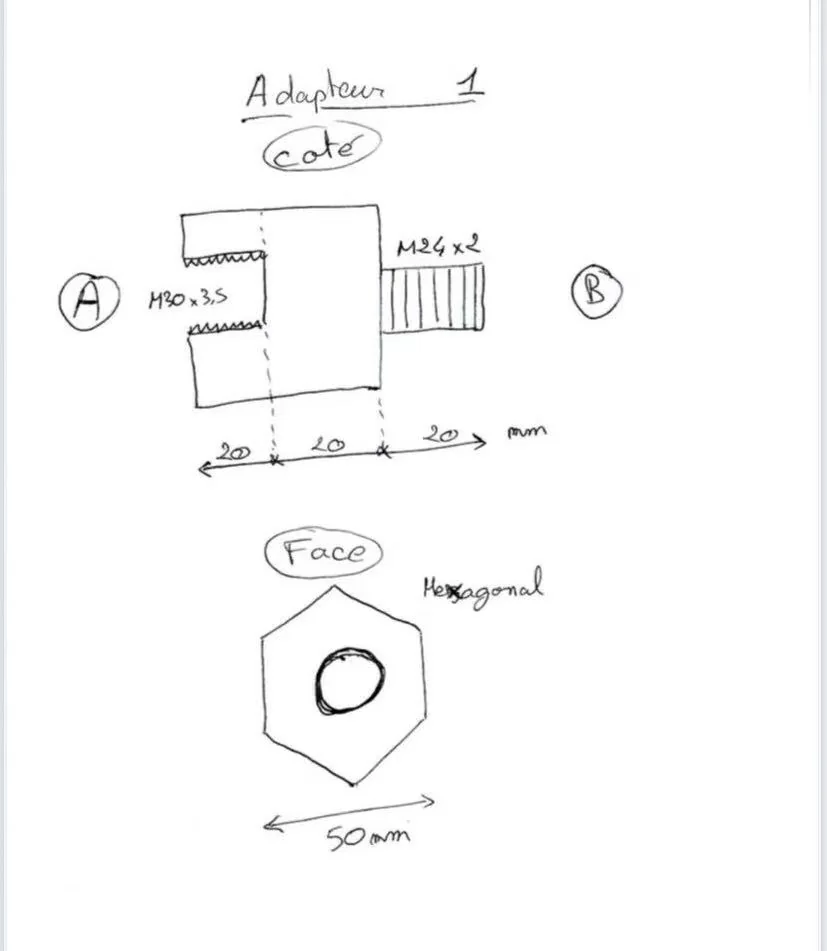
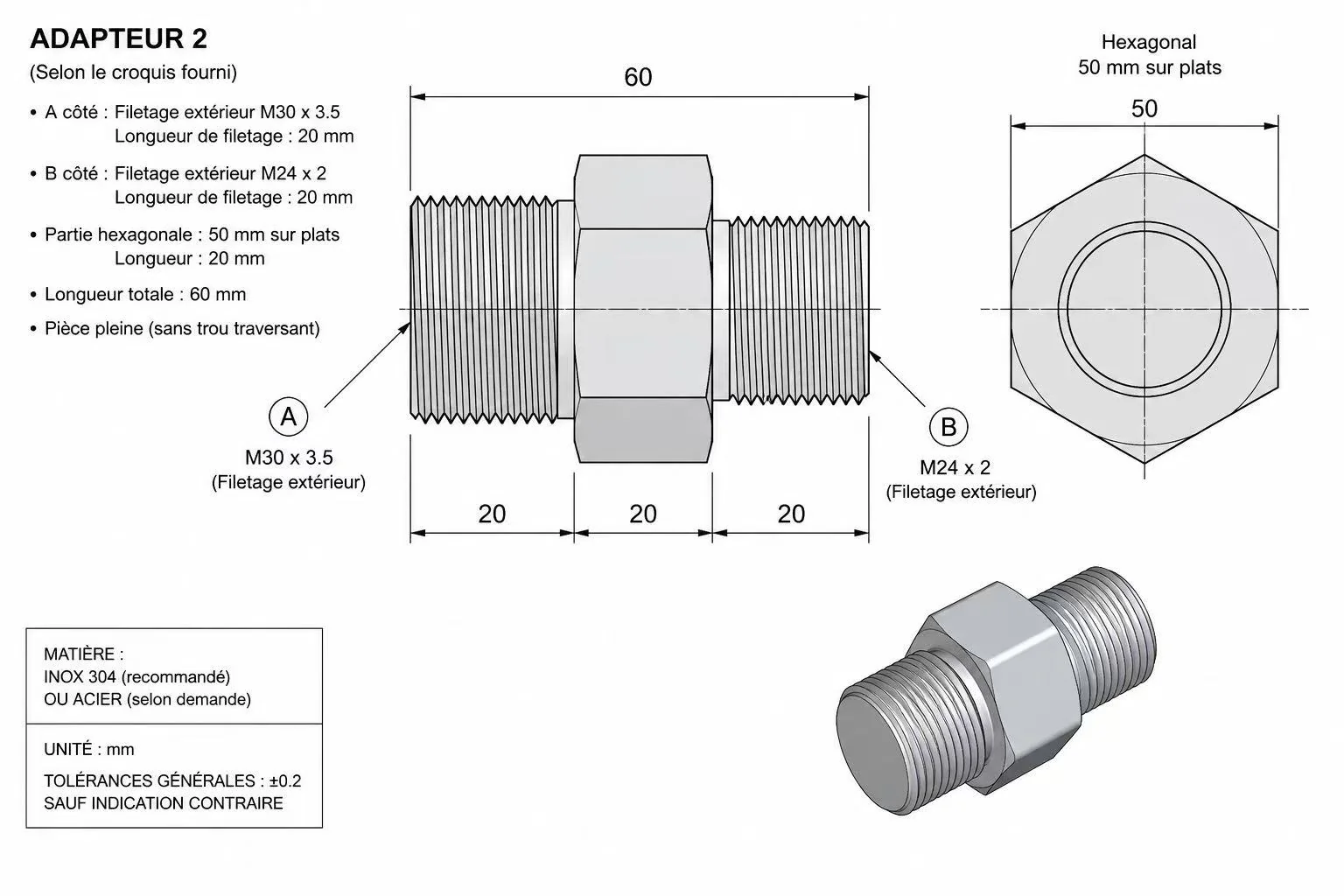
A Real One: M30×3.5 to M24×2, From a Hand Sketch
A customer needed a double-male adapter stud to repair a machine — one end M30×3.5 (coarse), the other M24×2 (fine), in steel or stainless, mechanical use only with no sealing required, and a hex section so it could be torqued. No CAD file — just a dimensioned hand sketch: 60 mm overall, 20 mm of thread engagement each end. We turned each end to its own thread, milled the hex, and produced the production drawing from the sketch first for sign-off.
See the full write-up on the French project page: adaptateurs de filetage métrique sur mesure.
Thread & Size Range
Each end is specified independently — give us the two threads (or a sample of each mating part) and we cut both. Typical range:
| System | Examples we cut |
|---|---|
| Metric coarse | M6×1, M8×1.25, M10×1.5, M12×1.75, M16×2, M20×2.5, M24×3, M30×3.5 |
| Metric fine | M12×1.25, M16×1.5, M20×1.5, M24×2, M30×2 — finer pitches on request |
| Imperial UNC / UNF / UNEF | 1/4-20, 5/16-18, 3/8-16, 1/2-13, 9/16-18, 5/8-11, 3/4-16, 13/16-28 |
| Mixed on one part | Any of the above on one end, a different one on the other — incl. metric↔imperial |
Materials
For mechanical, load-bearing studs the usual choices are:
- Stainless 304 / 316 — corrosion resistance for outdoor, marine, washdown and chemical environments. 316 → 304 →
- Alloy / carbon steel — higher strength, heat-treatable where the joint is highly loaded. 4140 →
- Brass, bronze, titanium — where conductivity, anti-galling or strength-to-weight matter.
Because the studs are mechanical and not sealing, the thread tolerance is set for a sound, torque-able fit rather than a pressure seal. If your part does need to seal, tell us and we'll advise the right approach.
No CAD, no problem. A dimensioned sketch with the two thread sizes — or the old part itself — is enough. We rebuild the drawing for free and confirm it before cutting. See order with no CAD, order from a sketch, or how we identify an unknown thread.
What to Send Us
- The two threads — size and pitch each end (or a sample of each mating part and we'll gauge them)
- Overall length, and thread-engagement length needed on each end
- Whether you want a hex section or wrench flats, and the across-flats size
- Material and any finish (or the application, and we'll advise)
- Quantity — one spare or a batch — and delivery country
Frequently Asked Questions
Yes — this is the most common reason people come to us. Off-the-shelf double-end studs almost always have the same thread both ends. We machine one thread on one end and a completely different one on the other, e.g. M30×3.5 to M24×2, or imperial to metric. Each end is turned to its own thread on the lathe.
Yes. Mixed-pitch studs are routine. M30×3.5 is a coarse pitch and M24×2 is fine; we cut each end to its own pitch in the same part. We are not limited to listed standard combinations — give us the two threads or a sample of each mating part.
Yes. A plain stud has no grip, so for mechanical assembly we machine a hex section or two milled wrench flats in the middle or at one end, to whatever across-flats size suits your spanner.
Yes, MOQ 1. Threads are cut on the lathe with no tooling cost, so a single piece for a repair or prototype is fully viable. Unit price drops on small batches as setup is shared, and we quote all tiers upfront.
Yes. Most of these jobs arrive as a hand sketch with the two thread sizes, or as the worn original. We gauge the threads, diameters and lengths, rebuild the drawing for free, confirm it, then machine. No CAD file or part number needed.
Steel and stainless 304/316 for mechanical, load-bearing studs; alloy and tool steels where higher strength is needed. From small diameters up to roughly M30 / 1" and beyond, in custom overall lengths and custom engagement length per end.
Get Double-Ended Studs Quoted
Two threads, a sketch or a sample — all accepted. Engineers reply in 24h.
// Qty & price
1 pc
Sample price
Confirm fit before a run
3–10
Unit price drops
Setup cost shared
10+
Best price
All tiers quoted upfront
- →No distributor — you pay the maker directly
- →Drawing saved after first order — reorder anytime at lower unit price